
手把手教你组装航空母舰:先这样,再那样,最后…

航空母舰
——
浮动的海上机场
国家海军装备和国防实力的象征

2012年
我国第一艘航空母舰辽宁舰
正式入列中国海军,舷号为“16”
2017年
我国第二艘航母山东舰正式下水
舷号为“17”
我国国产航母的建造
迈入新的篇章


今年6月17日上午
我国第三艘航空母舰命名为
“中国人民解放军海军福建舰”
舷号为“18”

海军逐梦深蓝
必须依托优质装备
那么这么庞大的高端装备
是怎么组装起来的呢?
一起来畅想一下吧

第一步
原材料准备
对于一艘航空母舰,金属结构件的基本要求有:
抗腐蚀:航母作战环境恶劣,海上水汽浓度高,要求所用钢板抗海水腐蚀的能力强。
高强度:要承受舰载机、动力系统等一系列荷载,所以舰体一定要采用高强度合金钢。
高韧性:航母所需钢材需要有一定的抗低温脆性,还有对裂纹耐受性强。比如一架几十吨重的舰载机降落着舰时对甲板的抗冲击力要求就非常高。
……(以及各种复杂服役环境要求)


航母不同部位几种典型的钢材有:
船体用钢板:船体的水下部分为了防止鱼雷与潜艇导弹的攻击,采用钢板厚度200毫米左右,有时会制成双层或三层船体增强抗打击能力。
装甲钢板:一般用于核心部位。航母上有两个地方最重要,一个是指挥中心,钢板最厚达330毫米;另外一个是航母的动力系统要重点保护。此外,炮台等地方也要用防弹装甲板进行保护。
结构板:主要用于飞机跑道、隔舱及船体结构等,要求高强度、大面积、能够在恶劣环境中使用。
举个例子,甲板作为航母舰体结构的关键部位,甲板用钢不但要承受重达几十吨的舰载机在起飞和降落过程中产生的强烈冲击,还要承受喷气式飞机尾焰高达几千度的高温环境。所以,飞行甲板钢材的屈服强度一般要达到800兆帕(普通低碳钢的几倍),且要求不平度达5毫米/米以下,否则会影响飞机升降的质量。

舰载机起飞
航母建造的三分之一的工作是进行钢板的焊接。因此,尽可能提高拼焊飞行甲板的钢板面积,需要后续的焊缝数量就越少,还能缩短建造周期,提高甲板整体质量。
因为性能和工艺条件要求极高,全世界仅有少数几个国家可以生产真正用于航母建造的甲板用钢。被称为“世界轧机之王”的五米五超宽轧机,就装配在我国的鞍钢集团。

这个超宽的轧机,拥有顶级的轧制能力。高达10万吨的下压轧制力,可以轧制宽度5.5米的钢板,轧制长度可达40米以上,是航母甲板生产的坚强保证。
第二步
材料预处理

将造船所用的金属母材送入预处理线,进行几何形状矫正、喷砂除锈、喷漆等处理工作。
首先进行几何形状矫正,保证平整度。通过加热可以去除钢板表面的水分,疏松氧化皮和锈斑,便于后续除去。
然后去除锈:常用的除锈方法有抛丸除锈(将磨料高速喷射到钢板的表面,使氧化皮和锈斑剥离)和化学除锈(使用酸液将氧化皮和锈斑反应掉)。
之后喷涂底漆:车间底漆具有良好的耐磨、抗冲击特点,干燥快,不影响后面的切割和焊接质量。
最后干燥:漆膜烘干的方法有红外线、远红外和电加热等。钢板烘干后,经质量检验合格并进行标记后进入下一步。
第三步
构件加工
航母材料成形不仅要具有特定的形状尺寸,还要满足使用性能要求。
传统的冷加工可以通过切削母材来达到加工特定零部件的目的,比如:
车工:主要用车刀对旋转的工件进行车削加工,对各种大小不同、形状不同的旋转表面,以及螺旋表面进行切削加工。
铣工:主要用铣刀对工件多种表面进行加工,可以加工平面、沟槽、螺旋形表面等各种曲面。
刨工:用刨刀对工件的平面、沟槽或成形表面进行的直线切削。
磨工:利用磨具对工件表面进行磨削加工,大多数磨床是使用高速旋转的砂轮进行磨削加工。

热加工可以在保证母材体积基本不变的情况下对材料进行变形,像轧制、模锻、挤压、拉拔、板料冲压等均属于热加工范畴。
举个例子,模锻是在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法,这种方法生产的锻件尺寸精确,加工余量较小,可以加工比较复杂的结构。
如果要实现大的作用力和工作空间及较长行程还有长时间保压,可以选择液压机。

如果要自由选择行程和行程位置,实现定力控制,定程控制和定能量控制,可以选择螺旋压力机。

总之,锻造热力参数要根据设备、坯料形状、模具形状、锻造温度、变形程度、冷却速率等综合确定,才能制造出符合要求的构件。
第四步
拼装
重点来了,思考一个问题,有了基本的构件之后,怎样把它们连接起来呢?
难道用以范德华力为主的胶水?

这怎么可能呢
想一想飞机机翼上的铆钉,以螺栓连接为主的连接方式对于航空母舰来说强度还是不太够,并且这种连接方式不是密封的,容易进水。

所以连接方式只能选——焊接(通过热场和力场输入重构金属键排布)。
对于以热源为主的焊接,里面的工艺过程是一个高深的学问,这里不仅有街上常见的手工电弧焊,还有氩弧焊(MIG)、埋弧焊(SAW)、钨极氩弧焊(TIG)、等离子弧焊(PAW)等高级电弧焊,以及电子束焊和激光焊等。
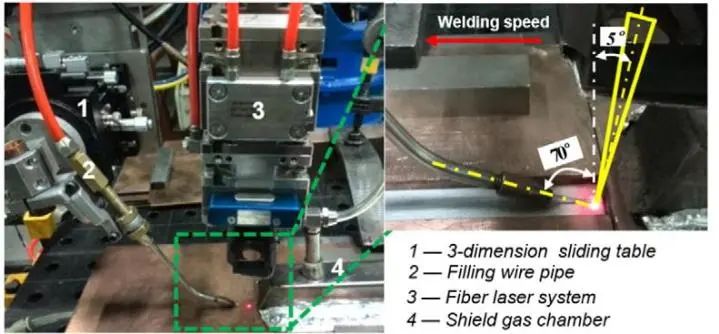
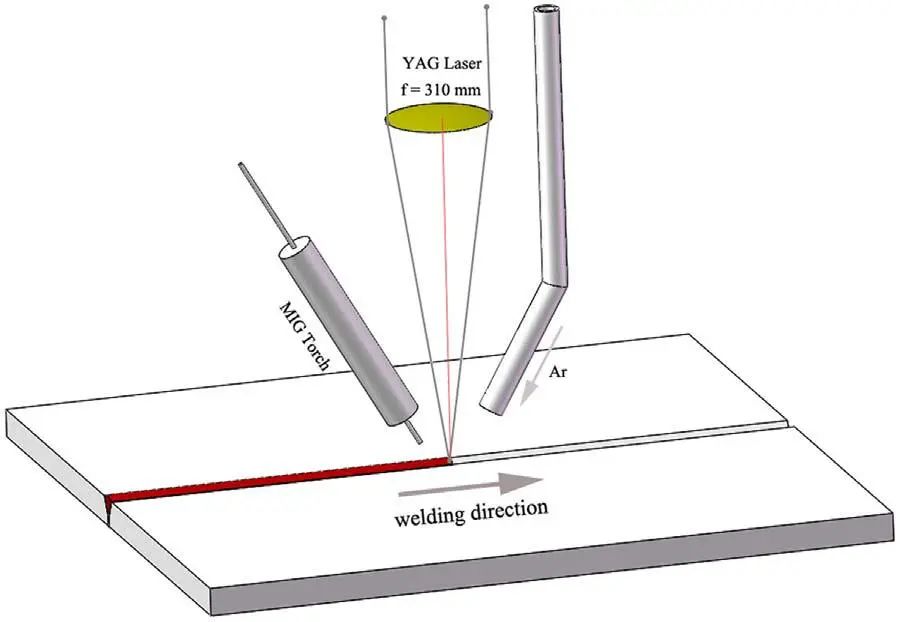
这里分析一个基本的熔化焊过程:
首先对焊接热源进行建模,焊接热输入具有局部集中的特点。
在薄板焊接中,高斯热源模型是一种分布热源模型,假定工件表面上电弧笼罩的区域内,热流密度的分布可以用概率分析中的高斯正态分布函数来描述。有时会采用多把焊炬排成一列同时加热工件。对于这种情况,可用带状热源来描述。

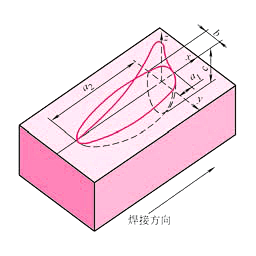
对于厚板,上述的模型计算的精度降低,比如高能束焊接厚板。针对这种情况,采用一种用一个近似于焊接熔池形状和尺寸的半卵形分布的体积热源来描述深熔表面堆焊或对接焊缝,即双椭球热源模型。
热源不仅可以提供熔化母材所需的能量,还会造成焊缝周围材料微观力学性能的变化:
焊接金属构件时,母材受热后会膨胀,冷却后会收缩,温度的变化会使之产生变形。如果这种变形受到约束,就会在内部产生应力,这种应力称为热应力。如果合金在受热过程中还发生了结构变化(phase transformation),并且造成材料的比体积发生变化,产生变形。这种变化所带来的体积变化如果受到制约,就会产生相变应力。
当焊缝从高温冷却时,体积收缩,受到周围材料的拉应力作用,而焊件边缘为了保持受力平衡,受到压应力作用。
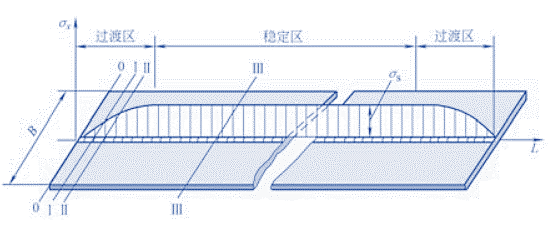
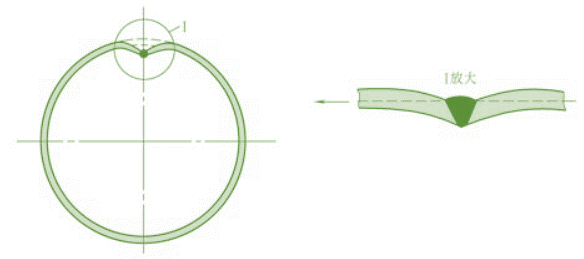
沿焊缝方向上的残余应力(纵向应力)分布:
对于平板对接类型,当焊缝比较长时,在焊缝中段会出现一个稳定区。因为板的端面截面处是自由边界,端面之外没有材料,其内应力值自然为零。
对于圆筒上的环焊缝来说,由于其纵向收缩的自由度比平板的收缩自由度大,因此其纵向应力比较小。其纵向残余应力值的大小取决于圆筒的半径、壁厚和塑性变形区的宽度。

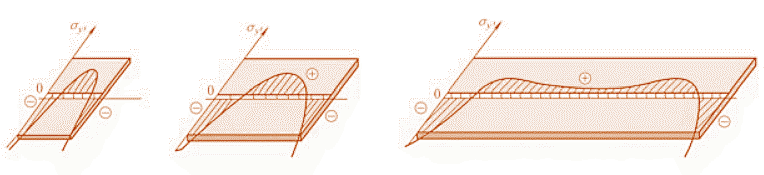
垂直于焊缝方向上的残余应力(横向应力)分布:
由于焊缝冷却时的横向收缩,横向应力表现为两端受压、中间受拉的形式。当焊缝较长时, 中心部分的拉应力值将有所下降, 并逐渐趋近于零。
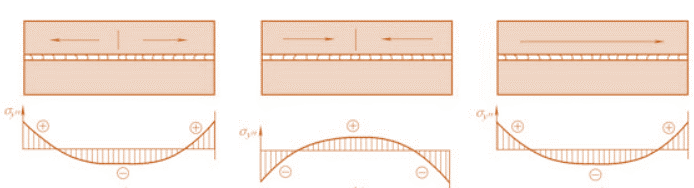
不同长度焊缝上的横向应力的比较
还有焊接的方向和顺序对横向应力必然产生影响。先焊接的部分先冷却并恢复弹性, 会对后冷却部分的横向收缩产生阻碍作用, 因而产生横向应力。
上面只是考虑了薄板的简单熔化焊的应力分布,如果是厚板、拘束状态、引起的材料结构变化等实际工况还有更为复杂的分析。
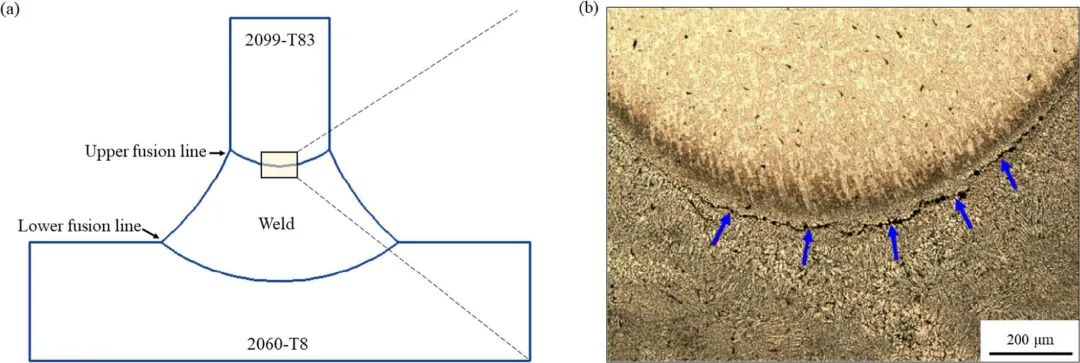
在温度场的影响下,金属材料的原子排布构成的晶体结构和取向会随着加热温度以及冷却速率发生一定的变化,这决定了焊缝强度大小以及质量好坏。

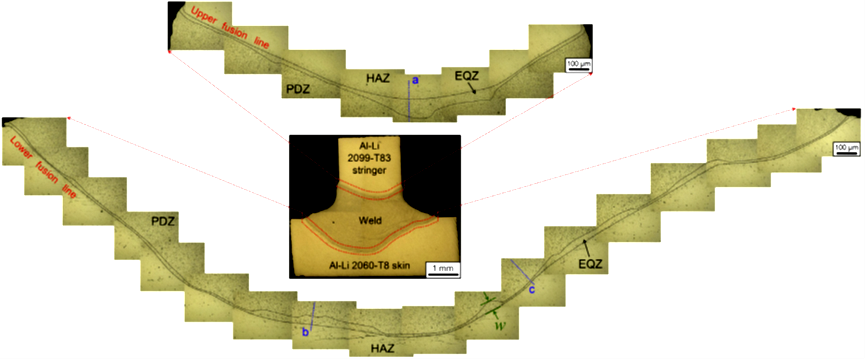
如果焊接参数控制不好,则在焊缝中就会出现微裂纹,这会对后面的构件服役过程造成极大的危害。
宏观上来说,如果焊接工艺设计不好,焊接后的残余应力就会导致严重的构件变形,比如下面:
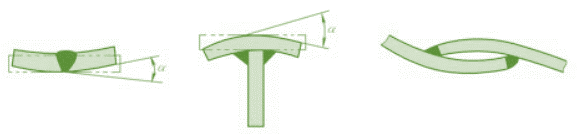
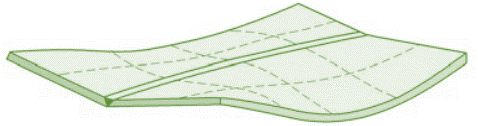
在实际焊接生产过程中, 各种焊接变形常常会同时出现,所以合理设计焊接工艺和应力分布对大型装备的制造非常重要。

航母建造的过程中,所消耗工时的30%都是焊接工人的工作量。每一条焊缝都要X射线检验,界面的平整度控制在3‰以下。
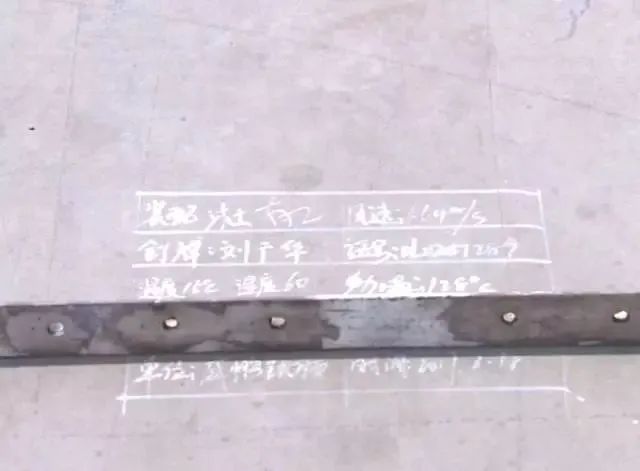
焊缝的质量要求非常细致,背后支撑的是许多默默无闻的造船人的工匠精神。
在部件装配焊接和分段装配焊接中,还要充分考虑:
分段制造的重量和尺寸设计:分段的总重量不超过船厂的起重运输能力,其次防止分段的尺寸太大导致的结构刚性不足,也就是难以控制组装精度。
组装工艺的合理性:要尽可能考虑后续装备作业的需要,还要扩大分段焊接自动化的范围,缩短工时。
对于一般航空母舰动力系统,由原动机与推进器机械联接构成独立的推进装置,舰上辅助机械及生活系统所需的电能则由独立的船载电站负责供应。在原动机选择上,可以选择蒸汽涡轮机/燃气涡轮机/核动力。
总体架构上来说,建造方式有总段建造法(首先将船的基准总段运输到船台固定,然后依次吊装前后的相邻总段)、塔式建造法(建造时以中部偏后的某一底部分段为基准分段,由此向前、向后扩展,自下而上,依次吊装)、两段建造法(将船体分为两段,在船台或者船坞内分别建成)。
未来的智能船厂长啥样???
中国工程院院士林忠钦曾描述“船舶智能制造”的愿景和实现路径。进入人工智能时代,技术人员只要在后台轻点鼠标,发出各项执行指令,就可以控制机器人来造船。同时还可实现基于三维模型的现场作业可视化指导,实现设计信息到现场的无缝对接与准确传递。?
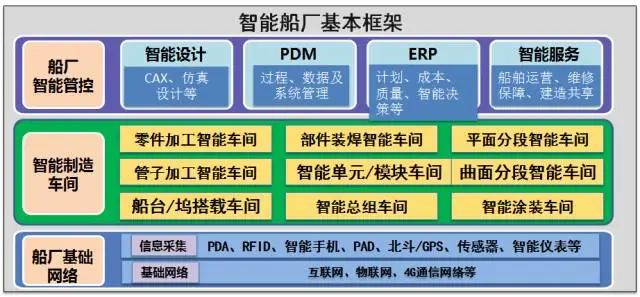
船舶智能制造,制造过程的全面自动化、智能化,不仅能将人从“苦、脏、累、险”的作业环境中解脱出来,同时也将推动造船工业朝着经济、高效、舒适的方向发展。?
2020年中国船舶集团旗下江南造船首个机器人智能化生产线吊马智能工作站正式启动运行,标志着在智能制造方面取得了重大突破。


第五步
下水与试验
航母的下水一般采用的是船舶漂浮式下水,即将水注入船舶建造坞,使船舶依靠自身浮力自然浮起的下水方法。
完成船体建造后,还将经历一系列的舾装工作,才能进入海试阶段。船舶舾装是指船体结构之外的船舶的所有设备、装置和设施的安装工作,按船机电三个专业分为船装、机装、电装三大类。
船舶试航的目的是对建造好的船舶技术性能实行全面考核。主要航行试验项目有:主机航行试验、测速试验、操纵性试验、抛锚试验、刹车效能试验、导航设备试验和声光信号设备试验等综合评价。
最后:交付
船厂的交船是船舶建造完工的最终阶段。交船是一项按照程序进行工作,通过一些移交手续,船厂把航母交给海军使用。

等一下~~~
前面说拿胶水把铁块粘起来的朋友,你没有异想天开哦~
有一种神奇的金属材料——非晶合金,又称金属玻璃。
在室温下:具有比一般金属材料还要高的强度。
加热进入过冷液体区间:变得像黏性流体一样拥有很好的变形能力。
由于金属玻璃在过冷液相区优异的流动性,和不同种材料在过冷液相区保温后,使得不同材料界面的结合非常致密,可以实现异质材料的连接。

目前这项技术还处于实验室阶段,只能制备小尺寸材料,期待在未来金属玻璃带给我们更多惊喜吧 ~
~
参考资料:
[1] https://mp.weixin.qq.com/s/DM7MYws0IiOe80x8c4dLBQ
[2]https://mp.weixin.qq.com/s/PZAVBgKBzzDFULfaE5g9Hw
[3]https://mp.weixin.qq.com/s/CQFoOpqQ6a13i2NN8N0Stg
[4]https://mp.weixin.qq.com/s/Sk6wxUuCAT76t1iXwXZQ8g
[5]Ning J , ?Zhang L J , ?Bai Q?L , et al. Comparison of the microstructure and mechanical performance of 2A97 Al-Li alloy joints between autogenous and non-autogenous laser welding[J]. Materials and Design, 2017, 120:144-156.
[6]Wang X , ?Bo L , ?Li M , et al. Study of local-zone microstructure, strength and fracture toughness of hybrid laser-metal-inert-gas-welded A7N01 aluminum alloy joint[J]. Materials Science and Engineering A, 2017, 688:114-122.
[7]方洪渊. 焊接结构学[M]. 机械工业出版社, 2008.
[8]Wu, ?S. C , Hu, et al. On the fatigue performance of laser hybrid welded high Zn 7000 alloys for next generation railway components.[J]. International Journal of Fatigue, 2016,91: 1–10
[9]Han B , ?Chen Y , ?Tao W , et al. Nano-indentation investigation on the local softening of equiaxed zone in 2060-T8/2099-T83 aluminum-lithium alloys T-joints welded by double-sided laser beam welding[J]. Journal of Alloys & Compounds, 2018, 756:145-162.
[10]Hu Y N , ?Wu S C , ?Chen L . Review on failure behaviors of fusion welded high-strength Al alloys due to fine equiaxed zone[J]. Engineering Fracture Mechanics, 2019, 208:45-71.
[11]https://mp.weixin.qq.com/s/EaW3yrHHu8qYtQ-yCh4hZg
[12]https://mp.weixin.qq.com/s/jZ5jMuOCsVGtfcPWW_ziYw
[13]https://mp.weixin.qq.com/s/_iCHpWG0BRiVupjKSpoz3w
[14]https://mp.weixin.qq.com/s/AqgL8NrTNC_EO6jc8CEq6w
[15]Zhang B, Wang W H 2007 Chin. Sci. Bull. 52 1477 (in?Chinese)
[16]Fu J ,? Yang J ,? Wu K , et al. Metallic Glue for Designing Composite Materials with Tailorable Properties[J]. Materials Horizons, 2021, 8(6).


▲关注“广东共青团”B站、抖音、微博

关注公众号:拾黑(shiheibook)了解更多
[广告]赞助链接:
四季很好,只要有你,文娱排行榜:https://www.yaopaiming.com/
让资讯触达的更精准有趣:https://www.0xu.cn/






 广东共青团
广东共青团
 关注网络尖刀微信公众号
关注网络尖刀微信公众号随时掌握互联网精彩





- 1 习近平将发表二〇二六年新年贺词 7904141
- 2 2026年国补政策来了 7808738
- 3 东部战区:开火!开火!全部命中! 7712893
- 4 2026年这些民生政策将惠及百姓 7616985
- 5 小学食堂米线过期2.5小时被罚5万 7519709
- 6 解放军喊话驱离台军 原声曝光 7428214
- 7 为博流量直播踩烈士陵墓?绝不姑息 7327605
- 8 每月最高800元!多地发放养老消费券 7238391
- 9 数字人民币升级 1月1日起将计付利息 7141831
- 10 2026年1月1日起 一批新规将施行 7040675